Индукционные нагреватели для труб большого диаметра

Индукционные нагреватели, предназначены для предварительного нагрева свариваемых кромок трубопроводов. Данный процесс особенно важен в строительстве газовых трубопроводов и других ответственных магистралей, где требуется обеспечение высокого качества сварочных соединений.
Принцип работы индукторов подогрева основан на явлении электромагнитной индукции. Индукционная катушка генерирует переменное магнитное поле, которое вызывает появление вихревых токов в толще трубы. Благодаря сопротивлению металла эти токи приводят к нагреву трубы. Поскольку магнитное поле равномерно и воздействует на металл в строго определённой зоне, нагрева получается равномерным и контролируемым.
Процесс индукционного предварительного нагрева автоматизирован и настраивается под требования к конкретному сварочному соединению. Данные системы оснащены датчиками температуры и контроллерами, что обеспечивает точное соблюдение технологических параметров.
Преимущества индукционного нагрева:
- Равномерный нагрев: в отличие от газовых горелок индукторы обеспечивают равномерное распределение температуры во всей толще металла. Это минимизирует тепловые напряжения и уменьшает риск деформаций.
- Высокая скорость: значительно быстрее, чем традиционные методы. Это сокращает общее время сварочных работ.
Предварительный нагрев значительно снижает вероятность возникновения дефектов сварного соединения, таких как:
- Трещины: нагрев позволяет уменьшить разницу температур, а, следовательно, уменьшить термические нагрузки, что предотвращает образование трещин как в процессе сварки, так и при охлаждении.
- Поры: нагрев исключает наличие влаги и загрязнений на поверхности металла, что уменьшается риск образования пор.
- Непровар: равномерный предварительный нагрев способствует правильному сплавлению металла, особенно в зонах с толстыми стенками.
Обычные системы, такие как открытое пламя или электрические нагреватели, не могут гарантировать ни одного из этих условий.
|
Общие характеристики |
|||||
|---|---|---|---|---|---|
|
Входная мощность |
МАКС ВЫХОДНАЯ |
Частота |
Рабочий цикл |
Применение |
Рабочая температура |
| 12o - 150 кВ (Индукционные преобразователи TESI) |
120 – 150 кВ |
480 Гц |
S3 - 50% (см. рабочий цикл преобразователя) |
HSS - FBE - PWHT | -40°C ÷ +60°C |
|
Материалы |
|||||
|---|---|---|---|---|---|
|
Корпус |
Механическая часть |
Витки и контакты |
Защитное |
Крепежный элемент |
Система охлаждения |
| Стекловолокно G40 |
AISI |
Медь |
Муфта из стекловолокна |
Powerlock – Gifas - Leviton | Холодный воздух (вода для особого применения) |
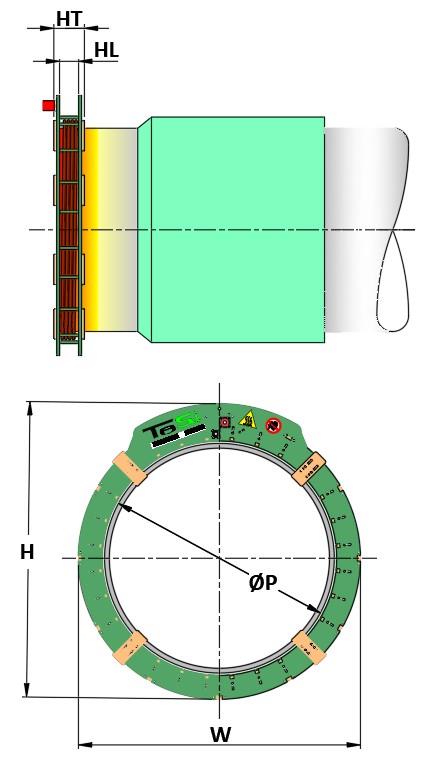
Индукционные катушки внешнего типа
|
 |
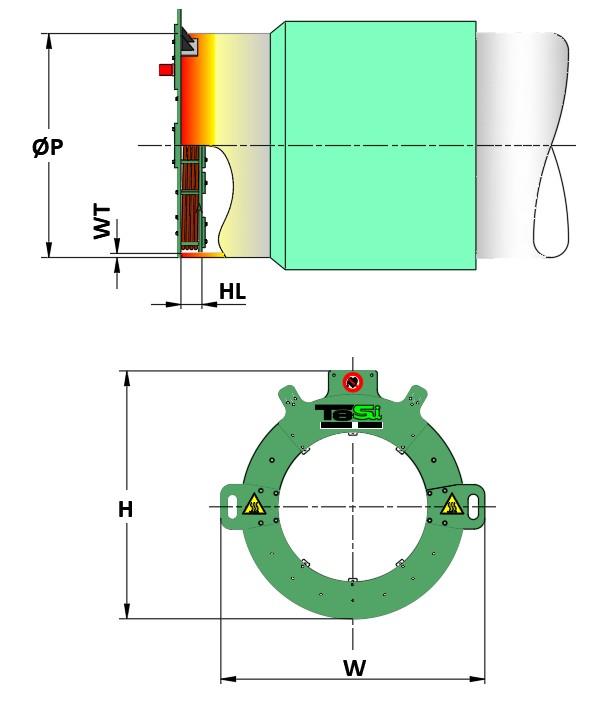
Индукционные катушки внутреннего типа
|
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
• Толщина стенки трубы (WT) определяется заказчиком. • Размеры являются условными и могут быть изменены. |
 |
 |
![]() Индукционные катушки для предварительного нагрева.
Индукционные катушки для предварительного нагрева.

Уточнить текущую цену и купить индукторы предварительного нагрева Вы можете, обратившись к нам по контактным координатам, указанным на странице Контакты.